エンジニアリング本部 溶接システムソリューション
- 愛知産業 TOP
- 製品一覧
- エンジニアリング本部
- 製品ラインアップ
- 自動倣い機能付研削装置 AKグラインダ
自動倣い機能付研削装置 AKグラインダ

- 愛知産業が開発した、高精度な倣い制御装置
• 簡単な操作で自動運転が可能です。
• 凹凸変形などがあっても自動で正確に追従します。
• 負荷が増大すると自動停止し砥石の破損やグラインダ焼損を防ぎます。 - 強力、高速回転切削のグラインダ部
• 高周波制御方式で重研削が可能です。
• 研削砥石はΦ180ミリ、Φ100ミリの2種類が選択できます。
• 鉄鋼やステンレス鋼の溶接ビードの研削の場合でも毎分45〜60グラムの研削が可能です。 - 愛知産業が推奨する3M社製のフラップディスク
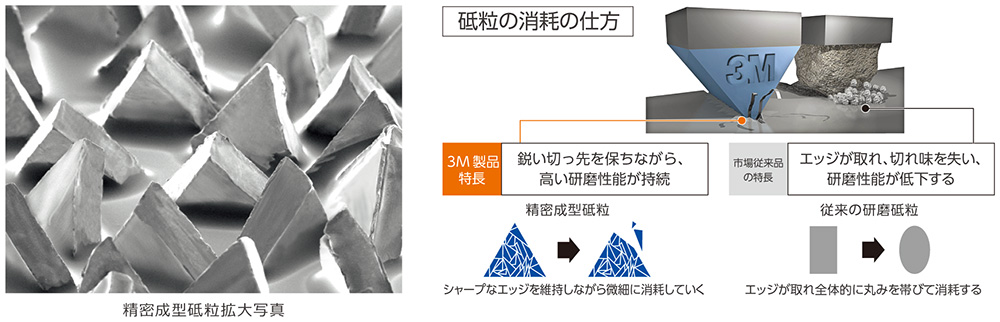
• 3M社独自技術を用いた研磨砥粒「精密成型砥粒」を使用しております。
• 鋭い切れ味が長時間持続し、自動化システムにおける研磨材交換頻度を削減し、高い生産性を実現します。 - 標準機種
用途に合わせて下記の2 機種をご提供しております。
• 自走式直線研削用 AK-G02
• ロボット搭載研削用 AK-G04
AKグラインダの特長と応用事例
グラインダ作業のきつい、汚い、危険から作業者を解放します
手によるグラインダ作業は、重労働で危険を伴いまた労働環境も厳しいため、安全な取扱いと災害防止に充分に気を付ける必要がありました。愛知産業は、現場の声に応え、グラインダ作業の自動化を図りこれらの課題から作業者を解放しました。
このようなグラインダが欲しかった!
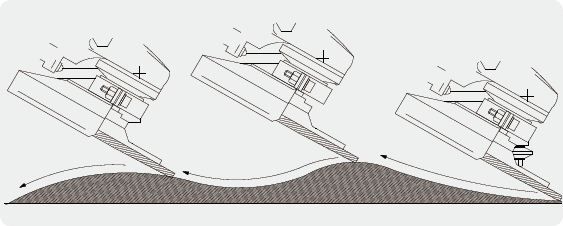
グラインダの押し付け圧力を常に一定にコントロールしながら自動で研削を行います。押し付け圧力は任意に設定が可能で、重切削から塗膜剥がしなどの軽切削まで、幅広い作業に適用ができます。
溶接変形などがあっても自動的に研削部に倣い追従しますので均一な仕上げ面が得られます。
開発以来30年、多くの台数の納入実績があり、高い評価を頂いております。
切削加工例
| 切削加工例 | 溶接ビード研削 | 円筒容器の長手研削、円周の研削 | 肉盛溶接部平面仕上げ研削 |
| ロウ付け部研削仕上げ加工 | パイプ継手部ビード研削 | 面取り研削 | バリ取り |
| 切断面のノロ除去 | 鉄鋼製品の黒皮除去仕上げ | 塗膜剥がし作業 |
自走式直線研削用 AK-G02

特徴
直線レールを使用して長手方向の溶接ビードを自走式台車で研削します。
レール上に往復用ドグを設置することで、前/後進の往復走行を行います。
ビードの長さに応じてレールの追加連結・往復位置設定が可能。グラインダ及び保持部を着脱することで、自走台車本体が軽量化され上向姿勢でも容易に設置できます。
用途
長手溶接ビード、面取り、バリ取りなど

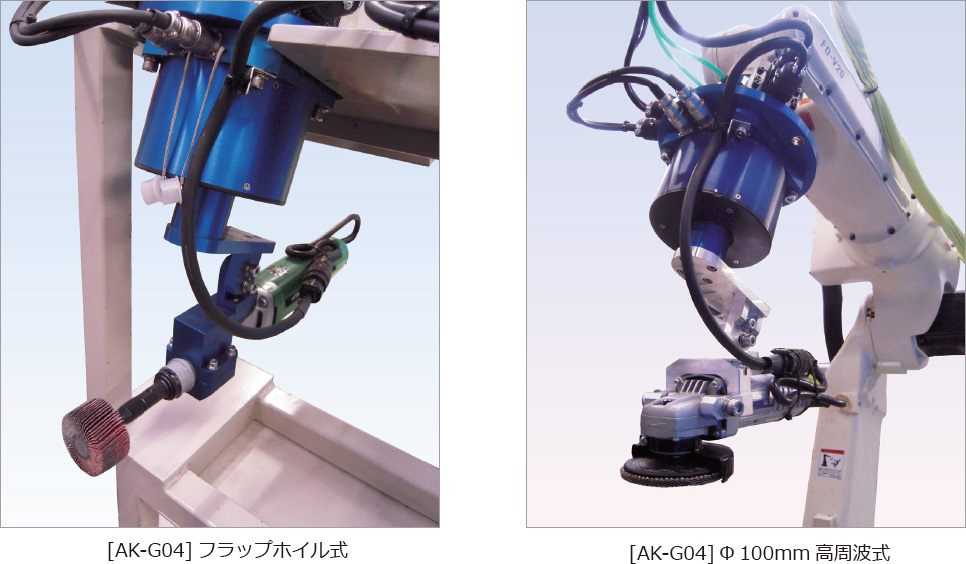
ロボット搭載研削用 AK-G04

特徴
20kg可搬のロボットから搭載でき、あらゆる種類のロボットメーカに対応します。
ロボット搭載型なので、研削プログラムを組むことで湾曲部や直角方向、曲線などの複雑な研削が可能です。
グラインダはΦ180mm用とΦ100mm用の2種類が製作可能。
倣い用上下スライドは原点復帰信号で必ず同じ位置(高さ)へ復帰します。
能率よく、かつ安全な加工プログラムを組むことができます。
ツールチェンジャーの使用でグラインダの多台持ちも可能です。
用途
車体やプロペラ形状の研削、バリ取りなど
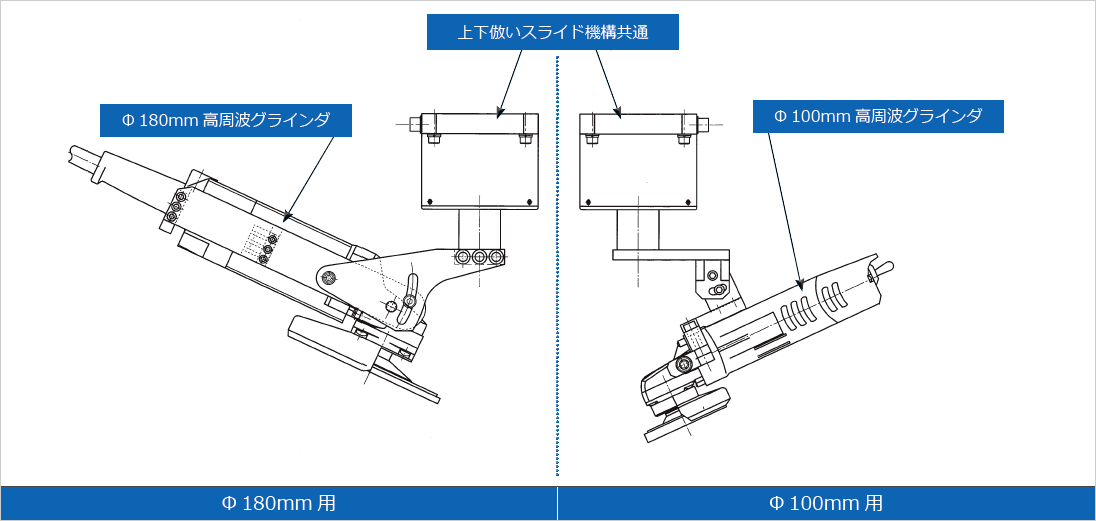
・上下倣いスライドは共通で、取付ブラケットを変えることでΦ100mm及びΦ180mmのグラインダを取付ることができます。
・上記グラインダ以外の特殊グラインダの取付についてもお気軽にお問合せください。
研削データの一例
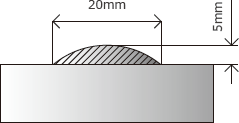
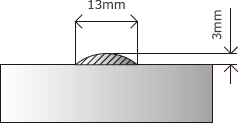
| 溶接ビード材質 | 炭素鋼 | アルミニウム合金 |
|---|---|---|
| 余盛寸法 | 高さ5mm、幅20mm | 高さ3mm、幅13mm |
| 研削条件 | 負荷設定10(最大) 走行速度600mm/分 研削角度30° |
負荷設定10(最大) 走行速度600mm/分 研削角度30° |
| 往復回数 | 2往復研削で母材面まで仕上げ可能 | 1往復研削で母材面まで仕上げ可能 |
 仕様砥石Φ180mm |
 仕様砥石Φ180mm |
研磨材 3M™ キュービトロン™ II フラップディスク 967A

特長
- 3M社独自技術を用いた研磨砥粒「精密成型砥粒」を使用。
- 鋭い切れ味が長時間持続し、自動化システムにおける研磨材交換頻度を削減。高い生産性を実現。
適用用途
- 溶接ビード除去
- 切削加工後の研磨
- 面取り、バリ取り
- 用途事例動画はこちら(外部サイトが開きます。)
| 製品ラインナップ | |
|---|---|
| サイズ | 2種類 外径102mm× 内径 15mm、外径178mm× 内径 22mm |
| 粒 度 | 3種類 40+(#40相当)、60+(#60相当)、80+(#80相当) |
| 砥 粒 | 精密成型砥粒 |
| 最高使用回転数 | 外径 102mm 13,000rpm、外径 178mm 8,600rpm |
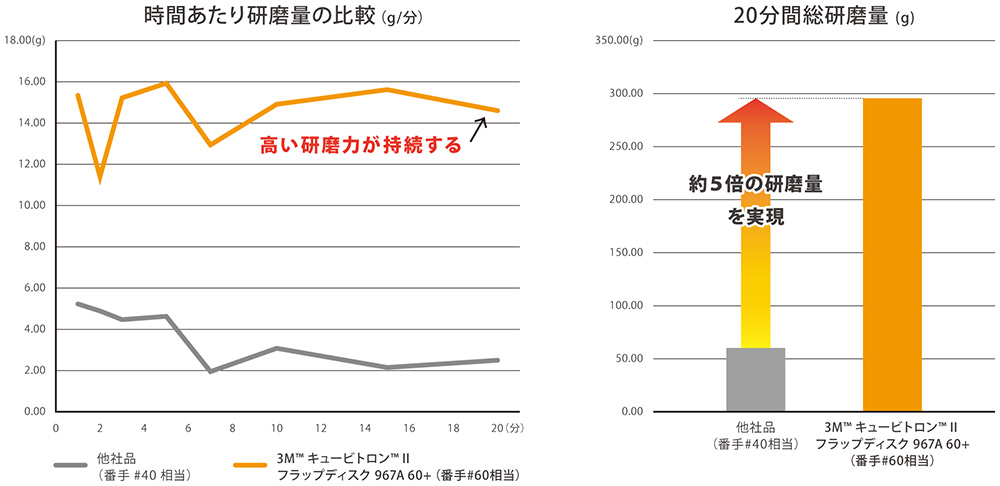
研磨材 3M™ キュービトロン™ II フラップディスク 967A・AKグラインダを用いた評価データ
AKグラインダー研磨条件
研磨負荷:30%、研磨スピード:20mm/sec、研磨角度:10度
研磨ワーク材料:SS400材
使用研磨材サイズ:他社品 外径100mm, 3M™ キュービトロン™ II フラップディスク 967A 外径102mm
仕 様
| 商品番号 | AK-G02 | AK-G04 |
|---|---|---|
| コントロール ボックス |
 |
 |
| 用途 | 自走式直線研削用 | ロボット搭載研削用 |
| 機能 | ・可搬レールで簡単に設置、移動できます。 ・あらゆる姿勢で研削しても制御性能が変わりません。 ・走行9回(4,5往復)まで任意の回数往復研削できます。 |
・起動時は自動的に接近して研削開始し、停止時は上昇退避します。 ・ロボットのアナログ指令に従って研削量を制御します。 ・能率良く、かつ安全な加工プログラムを組むことができます。 |
| レール | 1.2m又は2.4m、固定用マグネット付(連結により延長可能) | - |
| 走行台車 | 走行速度:50〜999mm/分 早送り:手動クラッチ |
- |
| 走行 | - | ロボット軸動作による走行 |
| グラインダ | Φ180mm高周波グラインダ(8000rpm) Φ100mm高周波グラインダ(10000rpm) |
Φ180mm高周波グラインダ(8000rpm) Φ100mm高周波グラインダ(10000rpm) |
| グラインダ 取付角度 |
砥石研削角度調整:15°〜40° 調整代:± 25mm(半固定) |
砥石研削角度調整:15°〜40° |
| 上下スライド | ストローク:40mm 昇降速度:2〜10mm/sec |
全体防塵構造 ストローク:30mm 昇降速度:最大10mm/sec |
| 左右スライド | 調整代:±23mm(手動) | - |
| 制御装置 | 走行速度:デジタル表示 研削量:アナログ表示 走行:前進、後進インチング スライド上下インチング |
研削量制御:直流サーボ方式 研削量設定:自己、外部切換え 原点復帰---原点表示 |
| 高周波電源 | Φ180mm用 入力:3相 200V 出力容量:13KVA Φ100mm用 入力:3相200V 出力容量:3.1KVA |
Φ180mm用 入力:3相 200V 出力容量:13KVA Φ100mm用 入力:3相 200V 出力容量:3.1KVA |
| 往復機能 | 研削回数:最大9回(4.5往復) 残り回数デジタル表示 |
- |
| 入出力信号 | - | 入力信号 [起動、停止 設定負荷(アナログ)原点復帰、制御停止、スライド上限、下降] 出力信号 [原点復帰完了 走行開始 警報、過負荷 スライド上限、下限] |
| ケーブル | 電源ケーブル200V単相:10m 制御装置〜走行台車間:10m |
電源ケーブル200V単相:5m 制御装置〜上下スライド間:10m |
| 質量 | 走行台車機構:26.5kg | Φ100mmグラインダ:7kg Φ180mmグラインダ:12kg (上下スライド及びブラケットの質量) |
| オプション | 電源ケーブル20m、30m レール固定用真空吸着パッド/真空装置 (アルミ、ステンレス材料などに固定する場合) |
各ロボットメーカー用取付ブラケット |